










-
新能源汽车行业中期策略:开启三大趋势,构建长期竞争格局
老范说评 / 2021-07-02 17:21 发布
一、布局 TWh 时代,完善供应链配套
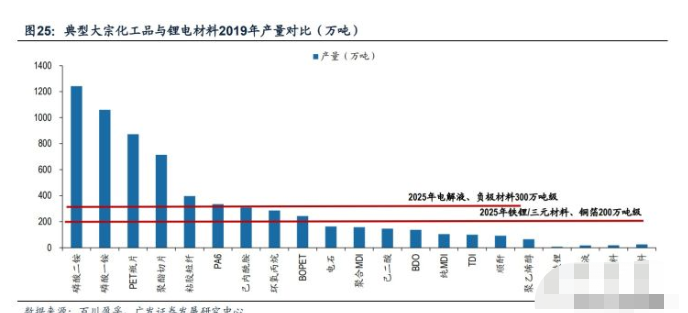
2021年全球市场电动化同频共振,动力电池迈向TWh时代,锂电材料拥抱大宗 化趋势。2020年三季度以来新势力和传统车企密集投放车型,夯实2021年中国市场 由政策驱动向产品驱动转型的趋势,而政策支持下车电分离模式兴起,预计2021年 传统车企将加快投放换电车型,撬动公共领域电动化,共同打开长期增长空间。海 外市场上,欧洲在补贴、税收优惠、碳排惩罚和补贴等综合调节手段影响下,2021 年仍将实现较高增速,美国市场在新能源SUV和皮卡的产品周期推动下,2021年有 望启动景气周期,我们预计2021年全球新能源汽车销量可达493万辆,考虑整体续 航里程的稳步提升增加单车带电量,对应2021年动力电池总需求约293GWh。随着 新能源汽车和储能市场对锂电池需求的日益扩张,行业即将迈入TWh时代,我们预 计2025年锂电材料各环节需求量均将突破百万吨级别,接近小型大宗化工品行业体 量。
磷酸铁锂技术下探生产成本,加快新能源汽车推广普及。磷酸铁锂电池凭借成 本优势,结合CTP、刀片、JTM等技术创新不断突破上限,全球范围内进一步打开 应用空间,打造新能源汽车销量爆款。非动力领域,2020年受5G基站建设加快以及 国外家储市场增长带动,储能锂电池出货同比增长超50%,我们预计未来五年仍处 于高速发展期,复合增速68%,预计2025年磷酸铁锂材料总需求量可达210万吨, 五年复合增速76%。磷酸铁锂以低成本优势撬动下游需求增长,从而拓宽其他锂电 材料需求空间,我们预计2025年电解液需求量可达253万吨,对应六氟磷酸锂需求量32万吨;隔膜需求量接近474亿平米,铜箔、负极、三元材料的需求量分别达到 约180、277、241万吨。
需求快速扩张对供应链配套能力提出空前挑战,例如电解液受制于六氟磷酸锂 和核心添加剂VC的产能短缺;磷酸铁锂前驱体磷酸铁扩产周期较长,限制其供应扩 张;隔膜与铜箔的生产设备受海外厂商限制;负极材料和三元正极材料则分别受制 于原材料焦类和镍钴的资源供应。中游供需紧平衡状态持续将推动产业链景气度上 行,这也更加考验下游企业的供应链配套管理能力。
(一)电解液:受制于 6F 和 VC 产能扩张
液态六氟磷酸锂技术发挥成本和保供优势。国内主流六氟磷酸锂的制作工艺是 氟化氢法,使用该方法的厂商包括多氟多、九九久(延安必康子公司)、新泰材料 (天际股份子公司)、森田化学等,氟化氢法存在溶剂容易与反应物五氟化磷(PF5) 发生反应聚合、分解,难以获得高纯六氟磷酸锂以及腐蚀性强等缺点。天赐材料独 家采用的有机溶剂法使用硫酸进行循环,液态技术一步到位省去纯化步骤,硫酸循 环利用进一步降低生产成本。此外,氟化氢法使用的五氯化磷自2021年初以来持续 涨价,系供需缺口拉动所致,而有机溶剂法使用五氟化磷,其应用的原料多聚磷酸 供给充足,彰显更强的成本和保供优势。
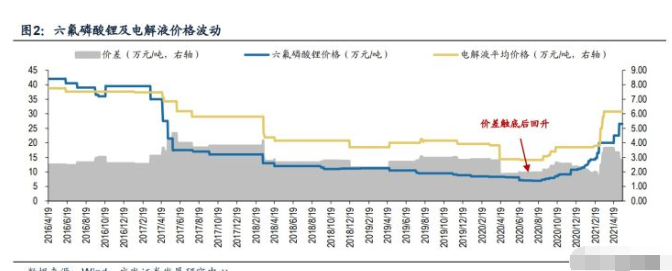
2020年三季度之后电解液供需错配启动涨价周期。电解液价格走势与其主要原 材料六氟磷酸锂基本相同,受供需影响而波动。由于行业产能的迅速扩张,2017年 起电解液价格快速下降,企业的盈利空间受到挤压。据Wind,电解液平均价格在2020 年三季度触底至3万元/吨左右,2020年随着欧洲新能源车市场迅速崛起以及下半年 中国市场的需求复苏,三季度开始电解液价格触底回升,到2021年5月平均价格已 提升至约6.2万元/吨。
2021年供给增量有限,仅天赐材料、多氟多等有较大产能投放,六氟磷酸锂紧 平衡状态将延续。据鑫椤资讯统计,2020年国内六氟磷酸锂名义产能约为5.65万吨/ 年。天赐材料拥有1.2万吨六氟磷酸锂产能,包括0.2万吨的固体六氟磷酸锂和3万吨 液体六氟磷酸锂,产能优势明显,其次为新泰新材(天际股份子公司)和多氟多, 分别拥有8160吨、8000吨六氟磷酸锂产能。天赐材料在建项目年产15万吨锂电材料 项目包括6万吨液体六氟磷酸锂,预计2021年年底建成,折算为固体相当于2万吨锂 盐,总产能3.2万吨,继续扩大产能领先优势。永太科技公告三年内扩产2万吨六氟 磷酸锂,加大产能投入。2020年下半年以来由于下游需求高速增长,同时受疫情、 上游原材料瓶颈等因素影响,六氟磷酸锂扩产提速较为困难,且新增产能需要爬坡 期,扩产周期一般为1-2年,中期来看供给侧增量较为有限,紧平衡状态下本轮涨价 有望延续。
第三方添加剂企业产能较分散,2021年供给仍然紧缺。国内主流的独立添加剂 供应商主要有江苏华盛、张家港瀚康、苏州华一、青木高新等,年产量大多在 1000-2000吨,较为分散。随着下游需求的快速提升,2020年四季度开始主流添加 剂如VC持续缺货,推动价格高涨,且VC在磷酸铁锂电池中添加比例远高于三元电 池,此次磷酸铁锂需求回暖加剧了添加剂供应结构失衡,预计VC在2021年供给持续 紧张。
(二)磷酸铁锂:产业链协作保障前驱体供应
磷酸铁锂前驱体工艺百花齐放,磷酸铁为主流制备路线。根据主流磷酸铁锂企 业的情况,可以将生产工艺分为固相法+磷酸铁、固相法+草酸亚铁、液相法+硝酸铁 这三种路线。固相法+磷酸铁工艺简单,产品克容量较高,但相比液相法物料混合不 均匀,且较为依赖磷酸铁产能;固相法+草酸亚铁路线工艺简单,制成材料压实密度 较高,循环衰减较少,具有较高的挖掘潜力,但生产安全风险较高;液相法+硝酸铁 技术能够让物料在溶剂中均匀混合,产品一致性高,且缓解前驱体供应瓶颈,但生 产管控难度较大。
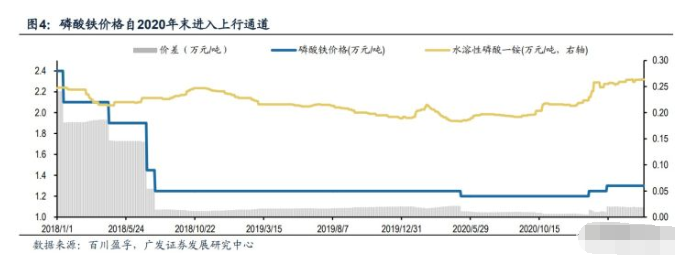
磷酸铁价格已进入上升通道。此轮大宗品涨价在磷酸铁原材料方面体现最充分 的是磷肥,尤其是磷酸一铵自2020年三季度以来涨幅逾25%,一定程度上推动磷酸 铁的价格上扬。而同期磷酸铁的价格和价差涨幅超过10%,如果剔除主要原材料价 格上涨影响,磷酸铁盈利能力开始明显修复。
磷酸铁龙头企业启动大规模扩产。作为国内最大磷酸铁供应商,合纵科技2020 年8月21日公告拟在四川宜宾投资7亿元建设正极材料前驱体基地,截至2021年4月 一期5万吨磷酸铁项目已经进入环评和土地平整阶段,而旗下湖南雅城长沙宁乡二期 项目已于2021年4月下旬投产,全年名义产能可达6万吨。除此之外,安纳达子公司铜陵钠源2020年磷酸铁年产1万吨,2020年7月31日安纳达公告追加投资扩建年产5 万吨电池级磷酸铁项目,总投资约1.3亿元,分2期建设,一期工程已于2021年2月底 建成投产。天赐材料2020年磷酸铁年产能3万吨,其江西九江产线是目前行业中最 大的单体生产装置,后续有望扩产迎接行业景气趋势。富临精工则定增启动5万吨磷 酸铁扩产项目。
磷酸铁扩产周期更长,行业紧平衡状态短期仍将持续。由于德方纳米与江西升 华分别采用硝酸铁和草酸亚铁工艺无需外购前驱体,因此扣除上述两家企业的有效 产能后,2021、2022年磷酸铁工艺路线的铁锂材料需求量约为18.0、38.7万吨,以 磷酸铁和磷酸铁锂1:1的比例测算,对应磷酸铁需求量达到18.0、38.7万吨。而由于 客户对金属杂质和磁性物质的需求标准不断提高,磷酸铁产线环保配套亟需增强, 相关设备均需要更换,扩产难度较高,周期长于磷酸铁锂材料。根据合纵科技披露 的投资公告,磷酸铁产线投建周期为18个月,而且此轮主流企业扩产基本始于2020 年下半年,考虑新批项目环评审议、产能爬坡较慢,预计2021-2022年供需缺口比 例将达9%、4%,磷酸铁高景气状态将持续至2022年。
产业链合资模式强化供给保障。行业需求快速增长对材料企业产能扩张带来较大资金、技术、设备等压力,产业链合资扩产模式逐渐涌现,如国轩高科-贵州磷化、 湖南裕能-安纳达,比亚迪入股安达科技和湖南裕能等,一方面缓解了材料企业资金 压力,确保供应,另一方面通过融合产业链另一方技术积淀(如电池企业对材料的 理解)、资源禀赋(磷化工企业的磷源优势),推动降本增效更进一步。
(三)隔膜:扩产受设备制约,优质产能供给缺口扩大
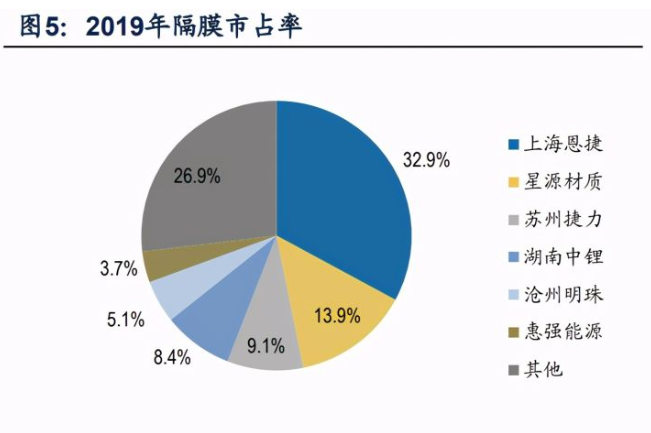
价格战加速低端产能出清,行业格局集中度提升明显。隔膜产业自2016年起经 历数年价格战,以及前期产能快速扩张导致的低质产能过剩,促使隔膜产业在 2017-2020年不断兼并收购加快行业整合,同时中小企业以及其中低端产能加速出 清,2014年行业CR3市占率为35.5%,2020年则提升至64.7%。
扩产周期较长且设备供应存在瓶颈,短期内优质产能仍然存在较大缺口。2020 年新能源行业高度景气,快速提高的锂电池需求增量,同步提高了对隔膜的需求量。 而隔膜行业属于典型的重资产型行业,单位产能投资较高,需要投入大量资金,同 时对设备精度要求极高,设备的采购、调试、安装周期长达2-3年才能调试至最佳状 态,且扩产周期较长,一般在1-2年左右。当前设备供应商交付期通常在30个月左右, 其中德国布鲁克纳设备订单交付时间高达2年,且国外设备厂商扩产较为保守,设备供应无法满足国内产线建设节奏。面临当前快速提高的隔膜需求,当前国内隔膜企 业在产能扩张存在两大主要瓶颈:①隔膜扩产周期长;②设备紧缺导致的扩产受限。 目前,隔膜产业呈现需求刚性和产能紧缺的显示情况,优质产能仍然存在较大缺口。
产品已进入涨价赛道,下游锁定长单意愿强烈。经历早期产能过剩阶段, 2019-2020年隔膜扩产节奏放缓,加速收并购促使行业集中化。2020年新能源车高 景气提高电池需求增长,提振隔膜需求,在隔膜扩产速率相对低的态势下,逐渐形 成供给缺口。
随着全球动力电池需求增量逐步提升,将放大隔膜环节优质产能缺口, 2022年隔膜环节或成为产业链瓶颈。2021年,头部企业恩捷股份与星源材质分别同 Ultium Cells, LLC 和Northvolt签订了长期供货合同。
(四)铜箔:行业供需紧平衡,设备限制影响扩产节奏
铜箔扩产受进口阴极辊设备制约。铜箔制造过程主要包含四大生产工序:溶铜、 生箔、后处理、分切。其中在生箔过程中用到的阴极辊(在电解制造铜箔时作为辊 筒式阴极,使铜离子电沉积在它的表面而成为电解铜箔)设备在扩产中具有瓶颈。 根据铜冠铜箔的招股书,全球70%以上的阴极辊来自日本新日铁等日企,订购相关 企业阴极辊需提前进行下单排期,下单和产能实现间隔时间长。虽然目前国内具有 2-3家可以提供阴极辊设备的企业,大部分还停留在7~8级晶粒度水平,相较国外12 级晶粒度的生产技术仍有较大差距,需要铜箔企业进行长时间磨合,阴极辊设备仍具有一定瓶颈。
行业需求大幅提升,2021年锂电铜箔出现供应紧缺。2020年全球铜箔需求量为 23.6万吨,同比增加38.8%,我们预计2021年全球锂电铜箔需求量有望达37.7万吨, 同比增长60%,产量方面,20年锂电铜箔产出26.1万吨,供需差为-2.5万吨,根据 铜箔分会最新统计数据显示,2021年国内将有11家铜箔企业共计10.75万吨新增产 能,其中10.05万吨为锂电铜箔,2022年将有10.05万吨新增铜箔产能,其中85%为 锂电铜箔,约为8.5万吨,考虑到铜箔新增产能从投产到爬坡期较长,约为6个月, 2021/2022年全年实际有效产能将低于名义产能,我们测算出2021、22年供需差为 3.57万吨、18.66万吨,供需依旧维持紧张态势。
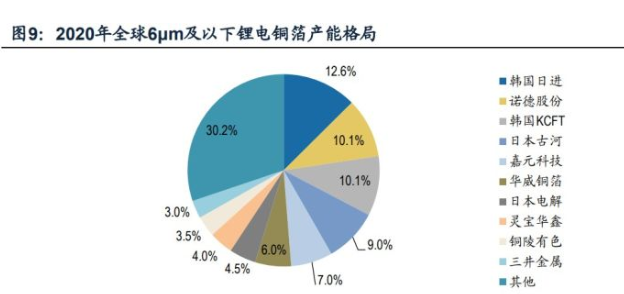
6μm及以下锂电铜箔渗透率不断提高,供需紧平衡。凭借良好的导电效率6μm 及以下锂电铜箔成为主流趋势,渗透率不断提高,预计21~23年渗透率分别为40%, 50%,55%,目前国内主流铜箔厂商处于满产状态,6μm及以下锂电铜箔供不应求。 截至2020年底,中国大陆和全球6μm及以下锂电铜箔产能为12.1、19.9万吨。
(五)负极:石墨化产能紧缺,成品端降价压力有望缓解
负极成品总体产能过剩,但石墨化产能较为紧缺。根据测算 2020A/2021E/2022E对应的负极需求分别为36.5/58.2/92.9万吨,对应的负极成品供 给多达55.5/80.4/102.9万吨,可以看出供给过剩。而同期对应的石墨化产能分别为 21.8/31.9/42.2万吨,处于紧平衡的状态。且由于限电等政策,石墨化有效产能将低 于测算值,短期内石墨化仍将处于较为紧缺的状态。
产能短缺导致石墨化加工费上行。由于石墨化产能属于高耗能行业,其投建需 要符合各地区的高能耗余量标准,在目前双碳的大背景下,石墨化资源已然成为稀 缺资源。自2020年底以来,石墨化加工费呈现上升趋势,对自供石墨化率较低的企 业的产量造成一定影响。

价格传导至成品端,中低端人造石墨价格有所上升。由于负极采取协商定价模 式,对于上游的涨价,可部分传导至下游厂商。国产中低端人造石墨在2021年4月 迎来一轮涨价,由3.75万元/吨涨至4.15万元/吨,涨幅达10.67%。全年来看,由于 石墨化加工费仍有上涨空间,预计今年负极降价压力有所缓解。
一体化进程加速,龙头盈利有望向上。负极产业链较长,一体化布局包括造粒、 炭化、石墨化等环节,其中最为关键的便是石墨化产能。目前头部企业如杉杉股份、 江西紫宸均在近年来在内蒙、四川等低电价区域积极布局石墨化优势产能,通过与 炭化和造粒各环节协同,实现降本。而资金体量不足的中小企业一般将石墨化、炭 化等环节外包,无法获取整条产业链的盈利,单吨盈利较头部企业低几千元左右。 随着龙头企业的一体化进程不断推进,未来其盈利能力有望进一步提升。
(六)三元:镍钴原材料掣肘,向上游布局成趋势
与其他三大主材不同,产能瓶颈并非制约三元正极发展的关键。2014年起受新 能源汽车行业蓬勃需求拉动,正极企业开启扩产,而由于当时普遍采用中低镍三元, 扩产门槛较低,造成三元名义产能严重过剩。以正极材料头部企业杉杉为例,其近 年来产能利用率均不足50%。
上游金属资源成掣肘关键。三元正极材料的上游为镍、钴、锰、锂等金属资源, 其为构成正极的直接材料,占正极总成本约90%左右。2020Q3至今,受下游新能源汽车销量终端的拉动,上游资源价格均呈现一定程度上涨。其中镍钴资源虽然近期 价格有所下调,但仍处于历史较高水平;碳酸锂/氢氧化锂价格仍呈现上升趋势。且 部分企业存在原材料供应无法保障的问题,在一定程度上对三元正极/前驱体企业生 产构成挑战。

布局上游资源成为三元正极/前驱体行业的趋势。2017年8月当升科技与澳洲企 业Scandium21达成5年合作协议,为其供应硫酸镍和硫酸钴产品。2018年9月,其 与鹏欣资源达成氢氧化钴合作协议,同年公司大股东与金川集团就上游矿产资源展 开合作。行业内其他公司如容百、格林美、华友钴业等均有相应纵向布局措施,进 而保障原料供应。
二、开启三大产业趋势,构建长期竞争格局
(一)电池国际化:独创解决方案全球输出
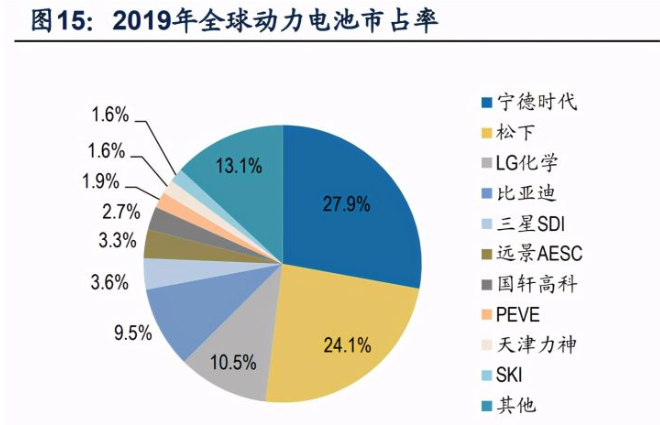
从全球电池市场来看,本土企业背靠庞大中国内需市场已崭露头角。根据SNE Research披露,伴随国内新能源汽车行业的快速发展,2017年宁德时代超越日本松 下成为全球第一大动力电池生产企业,销量达到11.85GWh,2018、2019、2020年 销量蝉联冠军,市占率分别达21.9%、27.9%、25.9%。
国内电池企业以多元技术创新,加快全球技术输出。从技术储备来看,宁德时 代凭借在结构创新(CTP)和材料体系上完善的技术布局获得领先的全球竞争优势, 而比亚迪和国轩高科的技术优势主要体现在磷酸铁锂电池上,分别通过刀片和JTM 等结构创新拓展磷酸铁锂应用范围,国轩高科同时承接科技部重点专项成功开发出 300Wh/kg以上高镍软包电芯,而孚能科技则拥有先进的软包电池生产能力。随着国 内锂电产业链的快速壮大,本土电池企业逐渐加快技术整合,例如宁德时代与ATL 成立两家合资公司进军家用储能、电动两轮车等领域的中型电池业务,同时ATL获 得锂电池技术授权许可,每年支付宁德时代1.5亿美元。
国内磷酸铁锂产品不断突破瓶颈。2020年宁德时代、国轩高科和比亚迪的磷酸 铁锂电池系统能量密度均达到140Wh/kg,打开乘用车市场应用范围。国轩高科以磷酸铁锂技术见长,未来结合软包、硅碳负极、JTM等工艺和技术,实验室系统能量 密度有望达到200Wh/kg,而比亚迪的磷酸铁锂系统能量密度在刀片电池技术带动下 也将不断上探。

磷酸铁锂电池结合CTP、刀片、JTM结构创新不断突破技术上限。
(1)CTP(Cell to Pack,无模组动力电池包)技术:将电芯直接集成至电池 包,省去模组环节可以有效提升电池包的空间利用率和能量密度。宁德时代率先推 出的CTP电池包较传统电池包体积利用率提高15%-20%,零部件数量减少40%,生 产效率提升了50%,系统成本降低10%,冷却性能提升10%。在能量密度上,传统 的电池包能量密度平均为140-150Wh/kg,CTP电池包能量密度则可达到200Wh/kg 以上。
宁德时代的CTC(Cell to Chassis)电池技术,即将电池集成至底盘,可视为 CTP技术的进一步延伸。CTC技术不仅对电池进行重新排布,还会纳入三电系统, 通过智能化动力域控制器优化动力分配和降低能耗,目标2030年前完成技术开发。 据乘用车解决方案部总裁林永寿在第五届动力电池应用国际峰会上的介绍,采用 CTC技术的新能源汽车整车可减重8%,动力系统成本至少降低20%,续航里程提升 至少40%至1000公里,百公里电耗降低12度。基于宁德时代和长安汽车、华为共同 打造全新高端智能汽车品牌的合作关系,以及长安新能源规划突破CTV(Cell to Vehicle)、MTV(Module to Vehicle)关键技术,宁德时代CTC技术有望加快产业 化进度。
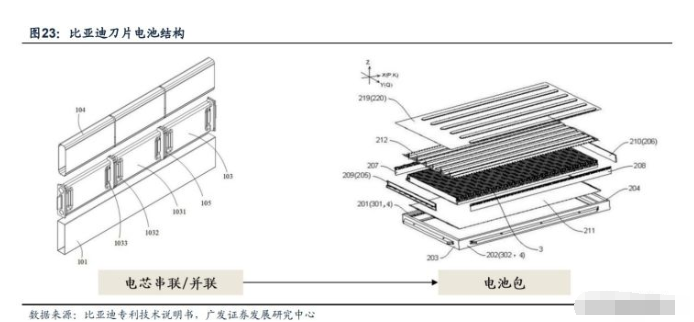
(2)刀片电池:比亚迪刀片电池改变了电芯排布方式和结构,使得电池包形状 薄而长,采用无模组化设计,电芯长度范围从435mm到2500mm,具有高安全、长 续航、长寿命的特点,与传统电池相比,体积比能量将会增加50%,成本下降30%, 续航里程达到600km,寿命长达8年120万公里。比亚迪磷酸铁锂刀片电池于2020 年3月量产,搭载的首款车型为2020年7月上市的比亚迪汉EV,后续将搭载2021款 唐EV和宋Plus EV以及滴滴定制车型D1等车型。
(3)国轩高科JTM(Jelly Roll to Module)技术:作为一种全新的卷芯到模 组集成技术,可大幅降低生产周期及电池成本,同时电池及模组零部件也将显著减 少。据公司介绍,该技术兼具低成本和高成效效率,单体到模组成组效率可超过90%。 使用磷酸铁锂材料体系的模组能量密度可接近200Wh/kg,系统能量密度180Wh/kg, 可达到高镍三元电池的水平,工艺简单易形成标准化模组,具有较强适应性,可兼 容不同模组的尺寸规格。
磷酸铁锂电池打开海外接受度,助推中国电池企业全球市占率提高。2020年以 来中国动力电池企业已经陆续启动对国际车企的输出供应,其中宁德时代海外订单 2020年率先起量,2022年迎来交付拐点,国轩高科也开始供货TATA,孚能科技2021 年起供应戴姆勒,其他如蜂巢能源等企业的海外订单进入规模化供应准备阶段。随 着2020年特斯拉、2023年大众开启磷酸铁锂车型周期,磷酸铁锂电池有望打开海外 接受度,推动中国企业全球市占率的持续提高。
(二)材料大宗化:大宗化工布局建立壁垒
电解液和磷酸铁锂将率先拉开锂电材料大宗化帷幕。相较三元材料的NCM5系、 6系、8系、9系、NCA等丰富的产品矩阵,磷酸铁锂材料种类较为单一,且由于材 料技术迭代趋于平稳,电解液则由于工艺本身复杂度不高,两者在锂电材料细分领 域中均有望较快具备大宗属性。
大宗化趋势使得化工企业得以凭借纵向一体化、横向循环化优势进入锂电材料 行业,也使得原有锂电材料龙头企业逐渐通过联合上游资源、化工企业等方式深化 自身的竞争壁垒。
1.电解液:把握六氟磷酸锂一体化和新型锂盐机遇
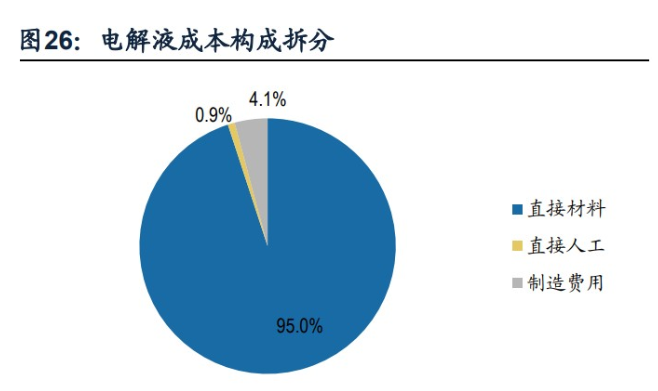
六氟磷酸锂产业链一体化对电解液竞争优势的塑造至关重要。电解液原材料成 本占比超90%,其中六氟磷酸锂成本约占原材料成本的50%,因其产能投资大、投 产周期长、技术难度大,六氟磷酸锂行业壁垒较高。
新型锂盐很大程度上决定着锂离子电池的容量、工作温度、循环性能、功率密 度、能量密度及安全性等性能。LiFSI具备热稳定性良好、耐水解等优势,是当前最有产业化前景的新型锂盐,决定下一代电解液关键优势。LiFSI(双氟磺酰基亚胺锂) 兼有六氟磷酸锂及四氟硼酸锂的优点,在热稳定性、对水分的敏感性、导电性等方 面具有明显的优势,但生产难度较大导致生产成本居高不下,制约其商业化使用。
LiFSI的主要用途有二:
(1)作为添加剂使用:目前主流用途,主要适用于高端乘 用车锂离子电池材料;
(2)作为电解质使用:随着LiFSI生产技术的突破,成本降 低,或将作为主盐使用。
LiFSI产业化加速推进。作为性能更为优异的锂盐,LiFSI在行业内获得了高度 关注。除了天赐材料和日韩老牌企业如触媒、天宝,国内企业如龙岩思康、研一(江 山)均有万吨级规划产能,其他如多氟多、康鹏科技、永太科技等也有几千吨规划 产能,LiFSI产业化加速推进。2020年底公司已经具备2000吨LiFSI产能,处于领先 地位,募投的4000吨LiFSI产能预计将于2021年三季度投产,加上原有产能爬坡, 预计2021年底形成6300吨产能,2022年底形成10300吨产能,有望将产能优势进一 步扩大,带来更大利润增长。
天赐材料采用大宗化工思路布局锂电材料。作为大宗化布局典范企业,天赐材 料2015年以来先后收购容汇锂业20%股权、增资云锂股份、认购澳大利亚Cassini 6.02%股份,以保障关键上游锂资源稳定供应,2020年募投资金建设“硫酸—氢氟 酸—氟化锂/五氟化磷—六氟磷酸锂—电解液”项目,推进六氟磷酸锂产业链一体化。 此外,公司着力布局新型锂盐LiFSI以及添加剂等核心原料,通过硫酸循环打通LiFSI 原材料氯磺酸,打造具有循环经济、协同效应的锂电材料产品集群,全方位掌握电 解液的核心原材料,推动电解液降本。
2.磷酸铁锂:联合磷化工降本
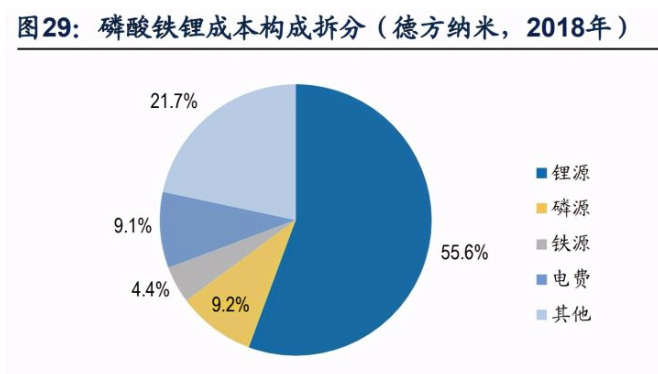
磷源和动力成本是磷酸铁最主要的成本构成,分别占总成本约36%、13%。我 们将磷酸铁的成本进行拆分,原材料成本单价采用Wind上截至五月底的公开报价, 测算得到磷源是磷酸铁最大的原材料成本构成,占原材料成本约62%,占总成本约 35%,动力成本约占总成本约19%。
磷化工企业可以凭借磷-氟综合开发带来的成本优势,向下延伸产业链拓展磷酸 铁锂业务。磷矿石含氟量约2%-4%,磷肥生产过程产生的大量含氟气体(主要是四 氟化硅)会产生巨大的环境污染,将四氟化硅气体用水吸收生成氟硅酸,也仅仅是 把废气转化成废水。少数有实力的磷肥企业能将氟硅酸转化成氟硅酸钠,然而副产低浓度盐酸又形成了二次污染。磷化工配套氟化工则可以较好地解决这个问题,比 如多氟多开发的氟硅酸钠法制冰晶石联产优质白炭黑生产技术,该技术以氟硅酸为 原料生产高分子冰晶石,可以同时解决氟化工资源瓶颈和磷化工的环保问题,降低 磷化工企业的综合成本,使其得以用更低的磷源成本向下延伸产业链,开发磷酸铁 锂材料。
配套磷化工制造磷酸铁锂,可以消纳钛白粉生产过程中产生的废酸、硫酸亚铁 等副产品,节省中间环节成本。2021年2月4日中核钛白公告将在甘肃白银钛白粉产 能基础上,建设年产50万吨水溶性磷酸一铵(水溶肥)资源循环项目和年产50万吨 磷酸铁锂项目,打造绿色循环产业布局:
①废酸循环:磷化工消纳钛白粉生产过程 中的废硫酸和酸性废水,以及工业园区内的液氨,酸性废水用于磷矿除杂,废硫酸 用于制成磷酸,结合液氨制成磷酸一铵,为磷酸铁锂提供磷源;
②亚铁循环:硫酸 亚铁为磷酸铁锂带来铁源,大大降低综合处理成本。此外,磷酸铁锂项目与水溶性 磷酸一铵、钛白粉生产基地同处一个园区,可优化工艺流程和厂房布局,便于原材 料运输以及水、电、气、汽的循环利用和平衡,有效降低生产成本。
联合磷化工保障原料供应及成本消化,将成为磷酸铁行业趋势。
(1)贵州瓮福 (与开磷集团合并为贵州磷化)年产磷酸一铵和磷酸二胺分别为110和260万吨,是 国内磷肥一梯队企业,2017年时已具备年产5000吨电池级无水磷酸铁生产规模, 2020年二期扩产1.5万吨项目正在推进,2021年4月贵州磷化、贵州瓮福与国轩高科 拟成立合资公司,合作磷酸铁、电解质和电解液等锂电池核心材料,进一步介入电 池材料领域;
(2)铜陵纳源的母公司与六国化学的第一大股东同为铜陵化学,作为 关联方,铜陵化学有望协同六国化工的磷矿资源,实现原材料保供和降本;
(3)合纵科技也公告将在四川宜宾建立新生产基地,从磷矿资源端入手实现原材料降本;
(4)中核钛白则直接建立循环一体化基地,建设水溶性磷酸一铵、磷酸铁和深度循 环钛白粉粗品绿色循环基地,打通钛白粉、磷化工与磷酸铁产线,综合循环降本。
(5)天赐材料2021年6月18日公告拟扩产30万吨磷酸铁,合资方为湖北三宁的股东 及副总经理,有望联合关联方三宁化工的磷矿资源,提高磷酸铁综合竞争力。
(三)制造精细化:制造工艺创新降本增效
全产业链精细制造,推动进一步降本增效。精细制造意味着对产线工艺、生产 设备的不断打磨与革新,从而实现高质量交付、综合降本增效的进阶目标。新能源 汽车全产业链降本增效进入新阶段,整车、电池、结构件、电机、锂盐环节的制造 精细化趋势尤为显著。
1.整车:一体化压铸逐步应用
一体化压铸工艺逐渐颠覆传统汽车冲压-焊装-涂装-总装的工艺流程。2020年9 月特斯拉创始人马斯克在电池日活动中提出要通过技术和工序优化、设备布局以大 幅提升产线效率。尤其是特斯拉Model Y采用一体式压铸后底盘总成,可将下车体总 成重量降低30%,制造成本因此下降40%,特斯拉还计划将应用2-3个大型压铸件替 换由370个零部件组成的下车体总成,重量进一步降低10%,对应续航里程提升14%。 一体化压铸技术相比于传统车身工艺,具有高效、简单、易回收、精度可控的特点, 能够大大降低车身制造成本。
压铸设备作为新工艺的核心,成为投资部署的关键。2019年特斯拉发布新专利 “汽车车架的多向车身一体成型铸造机和相关铸造方法”,通过液压设备将一套固 定在中心的模具和四个移动模具贴合形成封闭空腔,浇筑熔融状态的铝合金即可形 成大型一体式压铸结构零件。此外,特斯拉还投资了大型压铸设备头部供应商IDRA,2020年8月起加州、上海、德州、柏林的工厂陆续安装使用其大型压铸设备。
2.动力电池:从PPm级提高至PPb级
动力电池“极限制造”时代来临。宁德时代董事长曾毓群于第七届中国电动汽 车百人会论坛(2021)的演讲中提出“极限制造”的概念,即单体安全失效率要由 PPm级提高三个数量级至PPb级,从第1个循环到成千上万个循环保障全生命周期 的可靠性,大幅提高生产效率实现TWh级的高质量交付能力。
宁德时代全力部署,智能制造进入3.0阶段。2020年7月宁德时代与杭州安脉盛 智能合资成立安脉时代,布局智能装备制造,8月与施耐德电气达成战略合作伙伴关 系,施耐德将帮助宁德时代打造“绿色智能工厂”。2021年4月,宁德时代战略投 资常州孟腾智能,完善智能制造系统解决方案的供应布局。从自动化到数字化到智 能化,宁德时代对高质量交付、综合降本增效的追求进入3.0新阶段。
3.结构件:工艺与设备创新
模具是工业生产的基础工艺设备,模具设计与制造技术水平的高低,对产品制 造水平起决定性作用。锂电池结构件是典型的模具应用行业,模具质量的高低在很 大程度上决定着产品的精度、质量以及生产企业的效益和新产品的开发能力。国内 企业长盈精密、震裕科技均是传统模具开发企业,后进入锂电池结构件领域。斯莱 克复制其成功路线,从易拉罐设备及模具制造领域进入锂电池结构件生产,既不会 与现有易拉罐客户造成竞争,也可较好的发挥模具制造水平,形成协同效应。
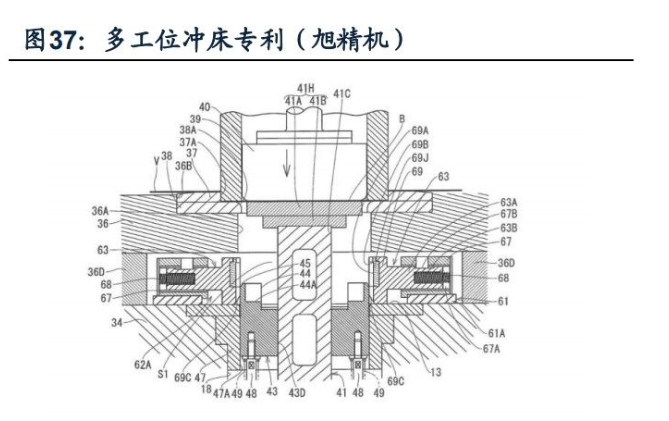
大批量自动化产线优势明显。进口设备生产速度在120-150个/min左右,国产设 备的生产速度在50-70个/min。现有电池壳厂商使用的生产设备均为小规模单机设备, 无法实现大批量自动化流水线作业。以目前电池壳龙头科达利为例,其电池壳募投 项目中冲压设备以日本进口的旭精机多工位冲床为主,以国产设备为辅。斯莱克的 大批量自动化产线生产速度远远高于前两者,在1200个/min左右,且良率很高。尽 管单机设备生产速度上的不足可以通过多台机器共同运行来进行弥补,进而达到每 分钟相同的产量,但其一致性无法得到保障,进而影响电池封装的性能。在人工成 本方面,大批量自动化产线较有优势,整个产线只需要1名工人,而单机设备需要工人较多。在材料成本方面,由于大批量生产,因此耗材较少,可节省20%左右。
斯莱克应用超薄金属成型技术生产结构件,其性能明显优于市场水平。2009年 8月,“超薄金属板精密成形高速全自动成套设备关键技术研发及产业化”获江苏省 科技成果转化专项资金项目支持。2013年12月,此项目顺利通过验收。超薄金属成 型是公司的核心技术,壁垒较高,涉及制造、检测、材料、金属热传导等多个方面, 且公司应用技术多年,掌握实际生产中的know-how。公司在国内首创,将超薄金属 成型应用于电池壳的生产,产品性能较常规产品有明显提升,主要体现在薄度和精 度上。
(1)薄度:采用公司的拉伸工艺,在保证所需硬度的情况下,使电池壳体减 薄。轻薄则意味着电池的散热性更好,且电池重量有所下降,整体能量密度将有所 提升。
(2)精度:因易拉罐生产要求更高,公司对尺度的控制上更精准,防爆线的 控制误差是传统工艺的1/10,更高的精度则意味着电池安全性大大提高。
4.盐湖提锂:吸附法技术突破,商业化应用加速
主流提锂技术分为盐湖提锂和矿石提锂,前者成本较低。根据锂资源的存在形 态,提锂工艺可以分为盐湖提锂和矿石提锂两大类,而盐湖提锂不需要精矿加工环 节,流程比矿石提锂短,因而成本更低。
我国锂资源以盐湖形态为主,国内盐湖提锂技术应用尚不成熟。根据SMM数据, 国内盐湖卤水资源占锂资源储量的接近90%,但由于以下两个原因,盐湖锂资源的 开发应用仍然受限。
(1)开采条件差:国内锂资源主要分布于青藏地区,由于高海 拔、电力设施不完善等因素导致开采条件较差,限制了当地大量盐湖的开采。
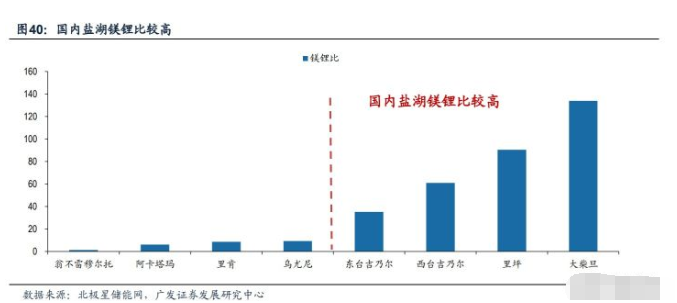
(2) 国内盐湖品位较差:国内锂资源主要储存形态是盐湖,而国内盐湖中镁锂比较高, 由于镁和锂极为相近的化学性质,提锂难度大、成本高,牵制着国内锂产量的增长。
盐湖提锂工艺多元,针对高镁锂比卤水的工艺中,吸附法商业化应用程度较高。 盐湖提锂工艺多元,主要方法有沉淀法、萃取法、煅烧法、电渗析法、吸附法等。 其中吸附法的原理是利用有选择性的吸附剂将盐湖卤水中的锂离子吸附,由于工艺 简单、回收率高、选择性佳、污染小,适合针对锂含量较低的卤水开展规模化应用,但采用的吸附剂多为粉末状, 其流动性、渗透性较差、溶损率大,致使生产成本提 高。2015年蓝晓科技取得发明专利“一种制备锂吸附剂树脂的方法”以及“一种粉 体造粒技术”,针对性地解决了卤水提锂吸附法的造粒和溶损问题,推动高镁锂比 卤水吸附法商业化实施。蓝科锂业作为国内吸附法提锂的龙头企业,以吸附法-膜分 离耦合提锂专利技术,实现了从低锂、超高镁锂比察尔汗盐湖卤水体系锂与其他杂 质离子高效分离,显著降低生产成本。
5.电机扁线化:发卡工艺应用元年
扁线电机以高效率、高功率密度、强散热、优NVH的优势,逐渐替代传统圆线 电机。扁线电机绕组槽满率高,降低了直流电阻进而降低铜耗(PCu=I2R)。且端部 尺寸更短,降低端部绕组铜耗,进一步提升电机效率。相同体积下扁线电机可以塞 进更多的定子绕组,亦即相同损耗下可以输出更高的功率和扭矩。另外,由于扁线 形状规则,在定子槽内紧密贴合,与定子铁心齿部和轭部更好接触,从而降低槽内 热阻,热传导效率更高。由于绕组有更好的刚度,整机也将具备更好的刚度,Hair-pin 发卡技术还可通过铁芯端部插线,不需要从槽口嵌线,电磁设计上可以选择更小的 槽口设计,有效降低齿槽转矩脉动,最终降低机械和电磁噪音。

扁线电机工艺多且难,设备投入大,国产率极低。按照绕组工艺的不同,扁线 电机可分为集中式绕组、波绕组、I PIN、劈拉成型以及Hairpin等,Hairpin(发卡) 是目前最主流的绕组形式。完整的扁线电机制作工序包含扁线制作、发卡成型、焊 接、绝缘等,其中发卡成型、焊接工艺对精度要求高、难度大,需依赖专业的高端 设备,而海外企业在此领域拥有长达数十年的深厚积淀,设备先发优势显著。
扁线工艺要求高于圆线,精达股份实现国产突围。由于绝缘涂层在烘干后会产 生收缩形变,圆线收缩较均匀,而扁线在收缩过程中容易损坏,因此相比圆线,扁 线对性能以及绝缘工艺也提出了更高的技术要求,埃塞克斯、日本住友等海外企业长期垄断扁线电机用电磁线技术。2015年精达股份与日本电装展开精密扁线业务的 深度合作,全面突破发卡扁线工艺并成功量产上市,打破了外资漆包线厂在中国市 场的垄断地位,目前已供应国内外头部主流新能源车企客户。
:fjq

 公安备案号 51010802001128号
公安备案号 51010802001128号